Как открыть свой цех металлообработки. "как я открывал цех металлоконструкций". Поиск места для токарной мастерской
В настоящее время бурными темпами развивается большой, средний и малый бизнес. Наиболее распространенными и востребованными являются сфера услуг, торговля и фермерское хозяйство. Отдельно нужно выделить сферу услуг. Актуальной идеей является организация услуг по обработке металла. На сегодняшний день металл является одним из самых распространенных материалов. Он широко применяется в строительстве и промышленности. Очень перспективным бизнесом будет открыть свой цех по обработке металла. Нужно отметить, что данная идея потребует определенных капиталовложений.

Металлообработка - довольно широкое понятие. Она может быть основана на технологических процессах, используемых в промышленности, или же декоративной. В любом случае для организации подобного бизнеса потребуется много усилий. Металлические детали и изделия очень востребованы, изготавливая их, можно сдавать товар в различные частные организации или магазины. Преимущество подобного бизнеса в том, что реализация товара не составит определенного труда. Рассмотрим более подробно бизнес-план. Металлообработка: как осуществляется регистрация, сбор документации, где купить оборудование - вот те вопросы, которые он должен учитывать.
Вернуться к оглавлению
Регистрация и сбор необходимых бумаг
 Чтобы начать свой собственный бизнес по металлообработке, первым делом нужно составить точный бизнес-план, который должен включать в себя выбор места расположения будущего предприятия, регистрацию, сбор документов, приобретение оборудования и инструментов, налаживание клиентской базы, определение основных расходов и доходов, реализацию продукции. Сперва начинающий предприниматель должен определиться с местом расположения. Кроме того, важно точно знать, что вы хотите открыть: небольшую мастерскую или же цех, где будет проводиться металлообработка. Затем, после того как у вас появился юридический адрес, необходимо зарегистрироваться в качестве индивидуального предпринимателя или ООО в налоговой инспекции.
Чтобы начать свой собственный бизнес по металлообработке, первым делом нужно составить точный бизнес-план, который должен включать в себя выбор места расположения будущего предприятия, регистрацию, сбор документов, приобретение оборудования и инструментов, налаживание клиентской базы, определение основных расходов и доходов, реализацию продукции. Сперва начинающий предприниматель должен определиться с местом расположения. Кроме того, важно точно знать, что вы хотите открыть: небольшую мастерскую или же цех, где будет проводиться металлообработка. Затем, после того как у вас появился юридический адрес, необходимо зарегистрироваться в качестве индивидуального предпринимателя или ООО в налоговой инспекции.
При этом нужно оплатить государственную пошлину. Первый вариант регистрации наиболее прост, он поможет сэкономить время и деньги. Но есть у него один большой недостаток: в этом случае нельзя будет осуществлять сделки с юридическими лицами, то есть различными компаниями и организациями, только с физическими лицами. Помимо того, нужно будет собрать необходимые документы: разрешение территориального управления имуществом, заключение органов Роспотребнадзора на право осуществления данной деятельности, разрешение пожарной инспекции. Если помещение арендуется, то последнее возлагается на арендодателя.
Вернуться к оглавлению
Оборудование для холодной художественной ковки и гибки профилей
Металлообработка относится в большей степени к среднему или малому предпринимательству. Бизнес-план подразумевает художественную ковку металла и гибку различных профилей, трубопроката.
Художественная ковка используется главным образом в частном строительстве при изготовлении оконных решеток, мебели, оград, заборов.
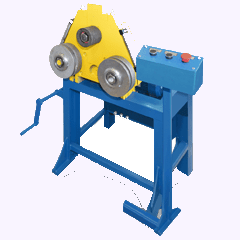
При этом используется метод холодной ковки. Такая металлообработка потребует приобретения оборудования, с помощью которого можно будет изготавливать монеты, дуги, пики, арки, кольца и другие мелкие декоративные изделия. Преимуществом его является то, что оно очень компактное (занимает мало места) и более удобно в эксплуатации.
 Наиболее популярен среди данного оборудования станок для холодной ковки "Ажур-2", стоимость которого составляет более 250 тысяч рублей.
Он российского производства. Есть и станки зарубежного производства, например, китайского. Стоят они немного дешевле, порядка 210 тысяч рублей. Бизнес-план может включать и такой технологический процесс, как гибку профилей. Для этих целей применяются трубогибы. Они могут быть ручными и электрическими. Они применяются для изготовления и обработки труб, швеллеров, прутьев, полос и так далее. Такая металлообработка потребует оборудования. Наиболее часто используемым для этих целей является аппарат "Ажур-6". Стоит он примерно 170 тысяч рублей. Помимо всего вышеперечисленного, понадобится большое количество инструментов и станков. Приобрести их можно в любом специализированном магазине.
Наиболее популярен среди данного оборудования станок для холодной ковки "Ажур-2", стоимость которого составляет более 250 тысяч рублей.
Он российского производства. Есть и станки зарубежного производства, например, китайского. Стоят они немного дешевле, порядка 210 тысяч рублей. Бизнес-план может включать и такой технологический процесс, как гибку профилей. Для этих целей применяются трубогибы. Они могут быть ручными и электрическими. Они применяются для изготовления и обработки труб, швеллеров, прутьев, полос и так далее. Такая металлообработка потребует оборудования. Наиболее часто используемым для этих целей является аппарат "Ажур-6". Стоит он примерно 170 тысяч рублей. Помимо всего вышеперечисленного, понадобится большое количество инструментов и станков. Приобрести их можно в любом специализированном магазине.
Вернуться к оглавлению
Рентабельность, основные расходы и доходы
 В бизнес-план обязательно входит подсчет общих расходов и доходов, так как от этого будет зависеть успех и . Металлообработка - довольно непростое занятие. Бизнес-план ее должен включать аренду помещения, на которую понадобится несколько десятков тысяч в месяц. Расходы в большей степени будут связаны с приобретением оборудования. На него уйдет около миллиона рублей, все зависит от размера предприятия. Чем оно меньше, тем меньше и расходы. Часть денег уйдет на выплату заработной платы рабочим. Металлообработка в большей степени - это автоматизированный труд, и чем больше на предприятии будет станков, тем меньше работников потребуется.
В бизнес-план обязательно входит подсчет общих расходов и доходов, так как от этого будет зависеть успех и . Металлообработка - довольно непростое занятие. Бизнес-план ее должен включать аренду помещения, на которую понадобится несколько десятков тысяч в месяц. Расходы в большей степени будут связаны с приобретением оборудования. На него уйдет около миллиона рублей, все зависит от размера предприятия. Чем оно меньше, тем меньше и расходы. Часть денег уйдет на выплату заработной платы рабочим. Металлообработка в большей степени - это автоматизированный труд, и чем больше на предприятии будет станков, тем меньше работников потребуется.
Аннотация
Дипломная работа: ___ стр., 14 источников, 10 приложений.
Предмет исследования: натуральный облицовочный камень, технологии его обработки и производства облицовочных плит.
В данной работе предложен проект камнеобрабатывающего цеха по производству облицовочных изделий из натурального камня выполнена в соответствии с технологической документацией по проектированию камнеобрабатывающих предприятий. Разработана технологическая схема производства облицовочных плит, выбрано оборудование, соответствующее операционному принципу. В основу принятых конструктивно - компоновочных решений камнеобрабатывающего цеха положен принцип рациональной компоновки оборудования с целью размещения его в минимальном количестве зданий. Приведена смета всех расходов на постройку здания цеха и его последующее функционирование. В проекте учтены нормы техники безопасности и охраны труда.
1. Введение
1.1 Развитие камнедобывающей и камнеобрабатывающей подотраслей
2.2 Виды облицовочных материалов
2.3 Приемочный контроль плит
3.5 Окантовка плит заготовок
3.6 Шлифование и калибрование
3.7 Полирование плит
3.8 Отрезка (окантовка) поперечная
3.9 Калибрование и снятие фасок
3.10 Линия финишной обработки
3.11 Линия отбора
3.12 Определение объема отходов камнеобработки
3.13 Выбор внутрицехового транспорта
3.14 Определение площадей производственных помещений
3.15 Выбор системы водоснабжения и гидротранспорта пульпы
3.16 Дополнительное производство
4. Определение экономических показателей работы камнеобрабатывающих предприятий
4.1 Расчет численности рабочего персонала и тарифных ставок
4.2 Расчет годового фонда заработной платы
4.3 Расчет стоимости производственного здания и административно - бытовых помещений
4.4 Расчет стоимости оборудования и амортизационных исчислений
4.5 Расчет стоимости электроэнергии
4.6 Расчет стоимости воды
4.7 Расчет стоимости вспомогательных материалов
4.8 Расчет прочих расходов
4.9 Смета всех расходов
4.10 Расчет основных технико - экономических показателей
5. Качество готовой продукции
5.1 Контроль технологического процесса и качества готовой продукции
5.2 Смазка оборудования
6. Эффективность принятых решений
6.1 Основные конструктивно-компоновочные решения
7. Техника безопасности и охрана труда, охрана предприятия.
7.1 Законодательство об охране труда
7.2 Нормы, правила и инструкции по охране труда
7.3 Общая безопасность производственных процессов
7.4 Общие требования безопасности при работе с камнеобрабатываю-щим оборудованием
7.5 Действия в аварийных ситуациях
7.6 Общие требования безопасности к производственным процессам
7.7 Охрана труда и пожарная безопасность на предприятии
7.8 Техника безопасности и производственная санитария
Выводы
Заключение
Список использованной литературы
Приложения
1. Введение
.1 Развитие камнедобывающей и камнеобрабатывающей подотраслей
Природные облицовочные камни широко используются в разных отраслях народного хозяйства: архитектурной, строительной, технической, художественном камнерезании. Развитие и освоение новых методов добычи и обработки природного облицовочного камня дали возможность значительно расширить области использования камня и уменьшить его стоимость.
Создание промышленных предприятий и объектов культурно-бытового назначения, строительство новых линий метрополитена, увеличение капитального строительства, а также стремление специалистов сделать эти строения долговечными и выразительными требует значительного увеличения объёмов производства облицовочных материалов из природного камня.
1.2 Конъюнктура мирового рынка декоративного камня
Оценочный анализ показывает, что ежегодно в международном торговом обороте находится 20 - 26% общего объёма мирового производства облицовочных материалов и изделий из камня. Лидирующее место здесь, так же как и в уровне производства, принадлежит Италии, объём экспорта - импорта, которой составляет 65% от общего мирового торгового оборота.
Мировой рынок облицовочного камня характеризуется чрезвычайным разнообразием. В тоже время степень насыщенности этого рынка по отдельным регионам неравномерна и обусловлена, прежде всего, уровнем потребления камня в различных странах. В свою очередь, на потребление камня в каждой стране оказывает влияние ряд факторов:
состояние экономики;
национальные и историко-архитектурные традиции;
атхитектурная мода и т.д.
Динамическое развитие за последнее время экономики ряда стран, не обладающих собственной мощной минерально-сырьевой базой облицовочного камня, привело к резко возросшему спросу на этот материал и обусловило появление групп стран - Китай, Индия и др., и даже целых регионов - потребителей камня, определивших характер современного мирового рынка.
Наиболее высока степень насыщенности облицовочным камнем европейского рынка, что объясняется наличием большого числа стран, производящих в широком ассортименте камень на экспорт (Италия, Испания, Греция, Португалия, Финляндия, Швеция и др.). Однако и в Европе сохранились страны со значительным потреблением камня за счёт импорта в перечисленные страны: Германию, Англию, Голландию, Францию и бывшие соцстраны и республики СССР и особенно в Россию. Предметом импорта в перечисленные страны являются готовые изделия и полуфабрикаты.
Наименее насыщен облицовочным камнем американский рынок. Это происходит за счёт традиционно высокого импорта США и относительно низкого уровня собственного производства. Ежегодный объём импорта камня в США, главным образом, в виде облицовочных плит и архитектурно-строительных изделий, составляет 350 - 400 млн. долларов.
За последнее десятилетие значительные перемены произошли в региональной структуре торговли камнем, нарушившие традиционные направления международных рыночных товаропотоков. Так, открылись благоприятные возможности для экспорта облицовочных изделий из камня в страны Ближнего Востока (Кувейт, Саудовскую Аравию, ЮАР и др.). В последнее время весьма перспективный для экспорта рынок формируется в Дальневосточном регионе, где возросшая у ряда стран потребность в камне (Япония, Южная Корея, Тайвань, Сингапур и др.) открывает благоприятные возможности для сбыта облицовочных и архитектурно-строительных изделий. В последнее время резко увеличился спрос на изделия и плиты из гранитов, лабродоритов и приравненных к ним пород.
Главным фактором, предопределяющим спрос на тот или иной вид камня, а также его потребительскую стоимость, является декоративность,
то есть совокупность художественно-эстетических свойств его поверхности. При этом основным признаком декоративности, принимаемым в расчёт, является цвет камня. Остальные признаки (рисунок-текстура, структура и др.) учитываются в значительно меньшей степени.
Весомость влияния того или иного цвета на потребительскую стоимость камня в различных странах неоднозначна. Она предопределяется национальными традициями, местной архитектурной модой и другими факторами.
1.3 Перспектива развития подотрасли
В связи с актуальностью вопроса развития камнедобывающей и камнеобрабатывающей подотраслей, проекты цехов по производству облицовочных материалов из натурального камня являются востребованными. В данный момент для российского рынка необходимо расширять выбор видов сырья и номенклатуры изделий. Неограниченные потенциальные возможности, обусловленные огромными территориями способны самостоятельно удовлетворить потребности интенсивно развивающейся строительной индустрии. Поэтому необходимо создание проектов таких цехов, которые способны производить продукцию, удовлетворяющую мировым стандартам качества облицовочных материалов. натуральный камень облицовочное изделие 2. Материаловедческая часть: Облицовочные материалы и изделия из них
2.1 Основные свойства природного камня
Под основными свойствами камня понимается ряд физико-механических, технологических, эксплуатационных параметров, характеризующих поведение камня под воздействием соответствующих внешних воздействий. Эти свойства относятся к большинству используемых человечеством материалов. Ниже в таблице № 2.1 даны основные физико-механические и химические свойства природного камня, используемые при его оценке и использовании.
Таблица 2.1. Основные свойства природного камня № п/пНаименование характеристикиЕдиница измеренияГОСТ, СТ СЭВ, организация - разработчикЕвропейский стандарт CEA (UNI, Италия) 1. Предел прочности (сопротивление) при сжатииМПаГОСТ 8462-75 ГОСТ 9479-84UNI 9724/32. Предел прочности (сопротивление) на изгибМПаГОСТ 9479-84UNI 9724/53. Модуль упругостиМПаГОСТ 9479-84UNI 9724/8
4. Плотность (удельный вес) кг/м3ГОСТ 9479-84 ГОСТ 6427-75UNI 9724/25. Объемная масса кг/м3ГОСТ 9479-84 ГОСТ 6427-75UNI 9724/76. Пористость%ГОСТ 9479-84UNI 9724/77. Сопротивление удару М (см) -UNI9724/108. Коэффициент Пуассона (характеризует упругие свойства материала) -ГОСТ 8269-76-9. Твердость (микротвердость по Моосу) Микротвердость: Алмазной пирамидой По Кноппу По Бринелю НВ ПО Виккерсу НУ По Роквеллу НЕд. шкалы Мооса МПа МПа МПа МПа Число Роквелла ГОСТ 9450-60 - ГОСТ 901 2-59 - ГОСТ 901 3-59- UNI9724/б 10. Коэффициент водопоглощения (впиты вания) %ГОСТ 9479-84UNI9724/211. Коэффициент снижения прочности на сжатие при пропитке водой %ГОСТ 9479-84-12. МорозостойкостьЦиклы (% потери прочности) ГОСТ 9479-84UNI972513. Коэффициент термического расширения Мм/мС0--14. Истираемость (сопротивление изнашиванию) МмНИИКС-15. Полируемость % от эталонаГОСТ 9480-89 НИИКС-16. Долговечность Год--
Существует достаточно много других показателей, характеризующих природный камень, имеющих ограниченное применение при его оценке. Твердость камня определяется большим количеством методик, некоторые из которых в СНГ не применяются. Наиболее распространенной является шкала Мооса. Твердости различных минералов представлены в Таблица 2.2.
Таблица 2.2. Истираемость пород характеризует их поверхностный износ (полы, ступени, площадки и др.) при различных механических нагрузках. Классификация различных пород по истираемости представлена в Таблица 2.3.
Полируемость камня (способность получения блеска) зависит в основном от петрографических характеристик камня и измеряются специальным прибором блескомером (блескомер НИИКС-М), где степень полируемости оценивается по сравнению с эталоном (полированный коелгинский мрамор). Одним из фундаментальных понятий при оценке камня является его долговечность, под которой можно понять сохранение его основных качественных характеристик при использовании в различных условиях. Поведение камня при различных технологических процессах характеризуется его обрабатываемостью различными методами. За рубежом принята классификация камня по обрабатываемости с классификацией пород типа гранитов на 5 категорий. При этом не существует определенного показателя, характеризующего породу, и все породы классифицируются из различных соображений: обрабатываемость ухудшается от 1 класса к 5 с увеличением содержания твердых минералов (кварц, полевой шпат и др.); обрабатываемость ухудшается от мелкозернистых к крупнозернистым гранитам; обрабатываемость ухудшается в зависимости от включений и цвета в ряду: черные (габбро - 1 класс) зеленые (2 класс) светлые граниты (3 класс) темные крупнозернистые граниты (4 класс) красные граниты (5 класс) Эти характеристики не являются определяющими и решаются в экспериментальном порядке. За основу европейской классификации берется коэффициент износа, совпадающий с номером класса. Сравнительный износ алмазного отрезного круга при съеме 300 см2/мин с окружной скоростью 36 м/сек называется коэффициентом износа. Гранит 1 класса имеет коэффициент - 1, а 5 класса - коэффициент 5; то есть износ алмазного круга при обработке гранита 5 класса в 5 раз больше износа при обработке гранита 1 класса По европейской классификации камня по обрабатываемости с увеличением порядкового номера группы камня улучшается обрабатываемость. Показателями, характеризующими геометрические параметры породы в массиве, и косвенно характеризующими выход готовой продукции при добыче и обработке камня, являются трещиноватость и блочность пород.
Таблица 2.6. Таблица 2.7. Абразивность пород оценивается износом различных эталонных материалов при трении о камень. В СНГ наиболее распространена оценка абразивности по Л.И. Барону (износ цилиндрических стальных стержней при трении о необработанную поверхность камня), представленная в Таблица 2.8
Таблица 2.8. К важнейшей характеристике природного камня, обуславливающей его экологичность и воздействие на живые организмы, является его радиоактивность. При этом радиоактивность может быть как естественной, так и техногенной (возникает в результате радиоактивного облучения различными искусственными источниками излучения). Основными источниками радиации при добыче породы является радиоактивный изотоп калия - 40К, торий - 232Th и радий - 226Ra, уран , содержащие в магматических породах. Высокое содержание радиоактивных включений имеют магматические породы щелочного и кислого состава (граниты, гранодиориты, сиениты, липариты). Наиболее высокой радиоактивностью обладают лейкократовые и аляскитовые граниты, нефелиновые и щелочные сиениты, трахиты, трахилипариты . Меньшей радиоактивностью обладают промежуточные к основным породам породы: андезиты, диориты и др. Наиболее низкой радиоактивностью обладают ультраосновные и основные магматические породы (габбро, диабазы, базальты, перидотиты). Осадочные породы характеризуются более низким содержанием радиоактивных элементов, чем в гранитах и его аналогах. Согласно "Нормам радиационной безопасности "НРБ-88" существуют нормы удельной активности радионуклидов, согласно которым все стройматериалы (породы) делятся на 5 классов. В любом случае все новые породы, используемые в строительстве и быту, должны проходить радиационный контроль, согласно которому должны определяться сферы их применения. Существенным фактором при добыче и эксплуатации каменных материалов является их анизотропия (различие физико-механических свойств в различных направлениях их измерения). Чаще всего анизотропия связана со слоистостью породы, когда свойства породы вдоль и поперек слоистости различаются. Для оценки анизотропии зарубежные стандарты предусматривают измерение основных физико-механических параметров вдоль и поперек слоистости (UNI9724 и др.). Анизотропия используется при добыче и обработке каменного сырья, а также учитывается при облицовке камнем с целью избежать эксплуатационных трещин.
.2 Виды облицовочных материалов
С увеличением объемов производства изделий из камня, усовершенствованием технологии обработки, дороговизной сырья производство облицовочных плит из природного камня в общем объеме производства изделий из камня неуклонно возрастает. Причем, исходя из дороговизны сырья, повышением требований к качеству облицовки, повышением технологичности облицовки наблюдается непрерывная тенденция уменьшения толщины облицовочных плит, ужесточение допусков на геометрические размеры плит, повышение технологической готовности облицовочных плит, применение стандартных размеров, наличие фасок на лицевой поверхности, наличие закрепительных канавок или прорезей на тыльной стороне плит и др. В зависимости от исходного материала, плиты подразделяются на следующие виды: плиты облицовочные из природного камня и плиты декоративные на основе природного камня с использованием различных связующих. На территории СНГ действует ГОСТ 9480-89 на плиты облицовочные из природного камня. Согласно этому ГОСТу допускается изготовление плит следующих размеров, мм: длиной 150-1500; шириной150-1200 или полосок и шашек менее 150 мм; толщиной8-30 мм, или 40 мм из мраморизованного известняка, туфа, ракушечника, известняка. Предельные отклонения от номинальных размеров пиленых изделий не должны превышать: по длине и ширине для размеров: до 600 мм ±1 мм; свыше 600 мм ±2мм; по толщине: для размеров: свыше 30 до 50 мм из мрамора ±2 мм; из других горных пород ±3 мм; для размеров свыше 50 мм всех видов пород ±3 мм. Предельные отклонения от номинальных размеров колотых изделий зависят от вида фактуры и ие должны превышать: по длине и ширине: для полированной, гладкой матовой и шлифованной фактур..... ±3 мм; для термообработанной, точечной, "скала" и других фактур...... ±5 мм; по толщине: для полированной, гладкой матовой и шлифованной фактур...... ±3 мм; для термообработанной, точечной, "скала" и других фактур...... ±10 мм. Изделия изготавливаются прямоугольной и квадратной формы, но по согласованию с потребителем можно изготавливать криволинейные изделия по заданной спецификации, а также изделия с фаской шириной до 5 мм, крепежными отверстиями или пазами. Кроме того, стандарт нормирует и другие показатели внешнего вида. Так, отклонение от прямого угла пиленых изделий не должно превышать +1 мм на 1 м длины граней, а для колотых изделий этот показатель зависит от фактуры лицевой поверхности и не должен превышать: для полированной, гладкой, матовой и шлифованной фактур.... +2 мм; для термообработанной, точечной, "скала"и других фактур...... ±3 мм. Отклонения от прямого угла облицовочных плит на 1 м длины не более +1 мм. Пиленые изделия с полированной и гладкой матовой фактурой в зависимости от качества лицевой поверхности подразделяют на два класса. Пиленые изделия 1-го класса не должны иметь на лицевой поверхности видимых повреждений. Пиленые изделия 2-го класса могут иметь следующие повреждения: углов длиной по ребру не более 5 мм не более 2 шт.; сколы ребер по периметру изделий длиной не более 15 мм.... не более 3 шт. На лицевой поверхности колотых изделий допускаются повреждения углов длиной по ребрам более 15 мм - не более 2 шт., сколы ребер по периметру изделий не более 15 мм - не более 3 шт. Отклонение от плоскостности на 1 м длины по периметру и диагоналям не должно превышать: - для пиленых изделий с полированной и гладкой матовой фактурой 1-го класса +1 мм, 2-го класса ±2 мм, шлифованной ±3 мм, остальных видов +5 мм; для колотых изделий с полированной, гладкой матовой и шлифованной фактурой ±3 мм, термообработанной, точечной, "скала" и других фактур ±5 мм. В последнее время в связи с повышением точности обработки, автоматизаций производственных процессов за рубежом широкое распространение получил новый вид продукции из природного камня - стандартные облицовочные плиты с одинаковыми линейными размерами всей партии облицовочных изделий, высокой технологической готовности (наличие фасок на всех гранях лицевой поверхности специальные элементы на задней крепежной поверхности и др.), минимизированными допусками линейных и угловых размеров - "модульные плиты". Условно такие плиты можно разделить на два типа: плиты нормальных размеров, плиты малых размеров типа "кафель". Наиболее характерные размеры (мм) стандартных "модульных плит" следующие: 305х305х10; 457,5х457,5х12; 610х610х12 - для внутренней облицовки; 300х600х17; 400х800х17 и 600х1200х20 - для полов; 400х800х (20-30); 600х1200х (20-30) - для наружной облицовки гранитом . Существующий союзный ГОСТ, как видно из вышеизложенного, устарел и требует доработки. Дефицитность и дороговизна декоративного каменного сырья является предпосылкой развития разнообразных технологических процессов с использованием отходов и некондиционных продуктов добычи и обработки камня в производстве облицовочных плит и изделий. Плиты типа "кафель" выпускаются обычно толщиной 3-8 мм и размерами в плане (ММ): 100х100; 150х150; 150х305 и др. Учитывая высокие декоративные свойства природного камня и его высокую стоимость, широкое распространение за рубежом получили облицовочные декоративные плиты с мозаичной, брекчиевидной и орнаментной поверхностью, изготовляемые с использованием природного камня (отходы, щебень, бут и др.) и различных неорганических (цемент и др.) и органических (смолы, клеи) связующих. Эти плиты используются как в наружной так и внутренней облицовке зданий и сооружений. В странах СНГ эти плиты получили меньшее распространение, но их объемы производства и использования в силу ряда объективных причин должны в ближайшие годы возрасти.
2.3 Приемочный контроль плит
Соответствие перечисленным требованиям определяют при приемочном контроле плит, который включает определение геометрических размеров и формы, фактуры и качества лицевой поверхности. Для этого от партии плит, изготовленных из одной горной породы и одной фактуры лицевой поверхности, отбирают выборку, объем которой от 5 до 125 шт. в зависимости от объема партии. Приемку осуществляют по одноступенчатому плану. Проверяемая плита считается дефектной, если она не удовлетворяет одному из перечисленных требований. Партия принимается, если число дефектных изделий в выборке меньше или равно приемочному числу. Плиты из партии, не принятой в результате выборочного контроля, следует принимать поштучно. При этом, как правило, контролируют соответствие плит тем требованиям, по которым партия не была принята. Каждая партия плит сопровождается документом о качестве, в котором указывают наименование и адрес предприятия-изготовителя, номер и дату составления документа, дату отгрузки, номер партии, число плит в партии и их размеры, породу камня, наименование месторождения, фактуру лицевой поверхности плит и физико-механические свойства породы блоков, нормируемые по ГОСТ 9479. Плиты упаковывают в ящики или ящичные поддоны в вертикальном положении не более двух рядов по высоте лицевыми поверхностями друг к другу. Допускается упаковка плит из прочных горных пород в пакеты. Между лицевыми поверхностями полированных плит укладывают деревянные или бумажные прокладки.
2.4 Хранение и транспортировка плит
Плиты транспортируют любыми видами транспорта в соответствии с принятыми правилами. При погрузке, выгрузке и транспортировании плит должны быть приняты меры, исключающие их загрязнение и повреждение. Плиты хранят на предприятии-изготовителе и у потребителя под навесом или на открытых спланированных площадках, обеспечивающих отвод воды и предохранение плиты от загрязнения и повреждения. При хранении на складах без тары плиты должны быть установлены на деревянных прокладках в вертикальном положении лицевыми поверхностями друг к другу. Между лицевыми поверхностями полированных плит следует укладывать бумажные или деревянные прокладки. Плиты из пород с низкой морозостойкостью следует хранить в условиях, предохраняющих их от резкого перепада температур и атмосферных осадков.
2.5 Гранит Санарского месторождения
В качестве материала используются санарский гранит. По физико-механическим свойствам гранит Нижне-Санарского месторождения соответствует ГОСТ 9479-98 "Блоки горных пород для производства облицовочных, архитектурно-строительных, мемориальных и других изделий".
Наименование характеристикиЧисленное значениеСредняя плотность2,74 г/см. куб. Водопоглощение0,32%Предел прочности при сжатии породы в сухом состоянии800-1600 кг/см. кв. Морозостойкость50 циклПористость1.26%Истираемость9.1/И I Радиационная безопасность гранита Нижне-Санарского месторождения. Согласно проведённых испытаний по оценке радиационной чистоты строительных материалов гранит Нижне-Санарского месторождения имеет удельную эффективную активность естественных радионуклидов в пределах 93-141 Бк/кг, что соответствует I классу горных пород. По ГОСТ 30108-94 граниты Нижне-Санарского месторождения Могут использоваться без ограничения для внутренней и наружной отделки помещений, дорожного, гражданского и промышленного строительства, благоустройства и создания мемориальных комплексов. Внешний вид Нижне-Санарского гранита. Гранит Нижне-Санарского месторождения один из самых благородных в России. Порода имеет красивую, массивную текстуру светло-серого цвета. Местами наблюдаются включения тёмно-серых мелкозернистых габбро в виде изометрических и слабо уплощенных пятен мощностью до 10-15 см, количество их менее 10%. Оценка декоративности гранита Нижне-Санарского месторождения. В соответствии с методикой экспертных оценок Нижне-Санарский гранит имеет оценку в баллах - 27,5. Относится ко II классу декоративных горных пород. 3. Специальная часть: Проектирование камнеобрабатывающего цеха
3.1 Обобщенная информация о проектируемом цехе
Проектируемый камнеобрабатывающий цех состоит из следующих зданий и сооружений: .Главный корпус с производственным участком, административно-бытовыми помещениями.
2.Шламоотстойник с насосной станцией.
.Склад заготовок - блоков.
.Сети водоснабжения, канализации, освещение, внешнее энергоснабжение.
В состав цеха входит склад блоков, открытая площадка размером 78 х 32 м и обслуживаемая двумя погрузчиками Toyota грузоподъемностью 3 тонны с высотой подъема вил 2,5 м. Площадь складирования 2485 м2. В зоне действия крана имеется автомобильная дорога. Транспортировка блоков со склада сырья в отделение распиловки производится на рельсовых тележках.
В главном корпусе цеха сблокированы следующие отделения: цеховые производственные помещения; административные помещения; склад инструментов; бытовые помещения; площадка упаковки и складирования готовых изделий. В составе отделений имеются и площадки промежуточного складирования, сбора окола. Кроме того, в корпусе сблокированы соответствующие объекты: пульпонасосная станция с отстойными ямами; железнодорожная ветка. Транспортные потребности цеха обслуживаются двумя мостовыми и одним козловым краном - 3 тонны. Готовая продукция может отгружаться на автомобильный транспорт. Образующийся шлам после обработки по специальным лоткам подается с водой в пульнонасосную станцию, расположенную в главном корпусе. Шлам по пультопроводам подается в шламоотстойник, где происходит осветление воды, которая насосами подается к станкам, таким образом промышленное водоснабжение работает в замкнутом цикле на водообороте. Очистка шламоотстойника производится один раз в месяц специальным шламовым насосом, после откачки осветленной воды из последней секции. Шлам может быть использован как заполнитель асфальтобетона, в дорожном строительстве, засыпке территории при строительстве. На пульпонасосной применяются серийно выпускаемые землесосы типа ГРАТ, выпускаемые Бобруйским машзаводом. Для обслуживания рабочих в цеху предусмотрен бытовой отсек с душевыми сетками и туалетом. В цеху мастером цеха осуществляется контроль технологического процесса и качества готовой продукции. Мастер должен иметь оснастку и инструмент для осуществления приемочного контроля на. рабочей площадке следующих изделий: плиты облицовочные из природного камня по ГОСТ 9480-89; блоки из природного камня для производства облицовочных плит по ГОСТ 9479-84; Геометрические размеры и качество лицевой поверхности изделий оценивают измерительными инструментами, а фактуру лицевой поверхности - визуально. Проверяется качество рабочего инструмента на каждой из операций, а также пооперационный контроль качества промежуточных продуктов. В разделе "Безопасность жизнедеятельности" проекта представлен раздел техники безопасности работы камнеобрабатывающего производства в соответствии с требованиями ГОСТ 12.3.002.75 "Процессы производственные. Общие требования безопасности, а также все требования действующих нормативов и правил по технике безопасности". Выполнение указанных требований при работе технологического оборудования позволяет обеспечить безопасность обслуживающего персонала. В разделе генерального плана и транспорта выполнены работы по размещению камнеобрабатывающего цеха. Запроектированы грунтовая дорога и площадки. Выполнен чертеж по привязке и разбивке здания и сооружении на площадке. Площадь застройки - 6708 м2. Площадь открытого склада - 2485 м2
Рассчитан годовой грузооборот цеха по сырью и готовой продукции на автомобильный транспорт (см. разделы генплана и транспорта). В разделе энергоснабжения и автоматики выполнены работы по энергоснабжению проектируемого цеха и автоматизации технологических процессов. Проектом также принято питание электроэнергией насосной станции на шламоотстойнике, наружное освещение площадок и склада блоков. Здания отапливаемые. Расчетная зимняя температура для Московской области - 25°С. Нормальный вес снегового покрова равен 100 кгс / м2.
Строительная часть цеха представлена главным корпусом 172 х 39 м, внутренним шламоотстойником и погрузочной площадкой с крановыми путями. Шламоотстойник 5 х 3 х 2 м в монолитном исполнении. Схема тепловых сетей принята двухтрубная, закрытая. Присоединение систем отопления и вентиляции непосредственное. Присоединение системы отопления непосредственно к существующей теплотрассе или автономная система по усмотрению заказчика. Вентиляция принята общеобменная приточно-вытяжная c механическим побуждением. В разделе водоснабжения и канализации решены вопросы питьевого и производственного водоснабжения, системы канализации корпуса. Сеть бытовой канализации выполнена для отвода стоков от санитарно-технического оборудования зданий и сооружений. Расход стоков равен 0,2 м3/час; 0,06 л/сек.
Сеть производственной канализации выполнена для отвода стоков от технологического оборудования завода и смыва полов. Для этой цели в главном корпусе выполнены бетонные лотки, по которым от оборудования самотеком поступает вода со шламом в зумпфы (2 шт) и далее в шламоотстойник. В шламоотстойниках вода отстаивается и (осветленная) и насосами марки 1Д-25-50, Q=25 м3/час, Н = 15 м. в. ст. подается в корпуса к оборудованию по распиловке и шлифовке мрамора.
Насосная станция принята на 2 насоса: I рабочий и I резервный. Учитывая, что процесс обработки камня выполняется в замкнутом цикле с водой (мокрый процесс), то выбросов в атмосферу и окружающую среду от производственного корпуса не существует.
3.2 Определение потребного количества сырья (блоков)
Таблица 1 Исходные данные для проектирования камнеобрабатывающего предприятия Наимено-вание породыМесторо-ждениеФизико-механические свойстваИсходное сырьеГодовая произво-дительность цеха по готовой продукции, м2/годПрочность на сжатие, МПаОбъемная масса, кг/м3Блоки категорииГранитСанарский1202740Блоки II категории300 000
размеры блоков 2,5x1,6x1,8 м3 (длина-высота-ширина) (объем блоков 7,2 куб. м., вес - 20 тонн)
Размеры плит: длина - 400 мм; ширина - 300 мм толщина - 30 мм Потребное количество блоков: n = S0/ Wn, м3/год
где S0 - годовая производительность цеха по гранитным плитам, м2/год;n - выход готовых плит из 1 м3 блоков, м2/м3;
n= 1000*kвых/ (bn + bин +bз), м2/м3
где kвых = 0,7 - коэффициент выхода, зависит от физико-технических свойств горной породы (для твердых пород 0,8 - 0,65), bn = 30 мм - толщина плиты; bин = 7,5 мм - толщина режущего инструмента; bз n= 1000*0,7/ (30+ 7,5+2) = 17 м2/м3,
Потребный объем блоков: n = 300000/ 17 = 17647 м3/год;
Согласно исходным данным объем одного блока: бл. = 2,5*1,6*1,8 =7,2 м3
Количество блоков: nn = Vn /Vбл = 17647/7,2 = 2451 блок.
3.3 Выбор технологической схемы обработки блоков из гранита
При выборе оптимальной технологической схемы нужно руководствоваться следующим: а) выход готовой продукции должен быть максимальным; б) количество операций должно быть минимально возможным; в) максимальное использование современного оборудования г) стоимость, габариты и вес применяемых технических средств должны быть минимальные, а производительность - максимальная; д) удельный расход применяемого алмазного инструмента должен быть минимальным. Для переработки блоков II категории Санарского месторождения гранита принимаем следующую схему:
3.4 Распиловка блоков на заготовки
Согласно выбранной технологической схеме обработки изделия в качестве основного распиловочного оборудования для первого технологического процесса принимаем итальянский станок типа GTG 1600/50/CNC GASPARI MENOTTI. Станок разработан для распиловки гранитных блоков на заготовки при помощи пакета вертикальных дисков и одного горизонтального диска. Станок имеет две вертикальные колонны, соединенные между собой посредством прочной опорной балки для укрепления структуры. Главный мост передвигается вдоль по колоннам. Специальное крепление моста к колоннам гарантирует точность распиловки. Блок помещается на тележку, которая передвигается по специальным рельсам. И распиловка, и движение тележки с блоком программируются и контролируются специальной программой контроля PLC. Основные характеристики: Вертикальные диски подаются вперед для осуществления распиловки, в то время как подача материала осуществляется за счет передвижения тележки с блоком. Основная структура состоит из двух устойчивых колонн, имеющих стальные направляющие с ползунами из бронзы, что обеспечивает плавность движения. Система абсолютная герметична. Мост, несущий шпиндели, в увеличенном размере для достижения максимальной стабильности. Мост имеет направляющие, по которым передвигается каретка с группой шпинделей. Каретка с группой шпинделей обладает повышенной устойчивостью. Специальная структура увеличивает устойчивость к рабочей нагрузке и предотвращает вибрации шпинделя. Тележка с блоком приводится в движение двойным мотор-редуктором. Точность движения достигается посредством специального энкодера. Колеса имеют двойную секцию скольжения, одну для распиловки, другую для перемещения платформы. Движения по всем трем осям контролируются инвертером и энкодером. Все подшипниковые соединения и прочие компоненты разработаны определенным образом, что обеспечивает длительные интервалы между техническими контролями, что, в свою очередь, сокращает простой станка. Все движения и процесс распиловки контролируются специальной программой контроля PLC. Имеется возможность установить диски для пошаговой распиловки "лесенкой" для реза до 600 мм. Диаметр дисков до 1600 мм Распиловочный станок имеет независимую станцию горизонтально реза, предназначенную для распиловки заготовок, нарезанных вертикальной станцией. Станок имеет моторизированную тележку для подачи блоков, 3500x4500 мм.
Технические характеристики Рабочие габариты Ширина Длина Высота 460 см 350 см 210 смОбщие габариты Ширина Длина Высота 860 см 1200 см 570 смМин. диаметр верт. дисков Макс. диаметр верт. дисков Диаметр гориз. дисков Макс. кол-во верт. дисков900 мм 1600 мм 350/400 мм 50Макс. толщина пакета верт. дисков Мощность шпинделя верт. дисков Мощность шпинделя горизонт. диска 925 мм 200 кВ 15 кВВертикальная станция: Мощность верт. движения моста (Z ось) Мощность каретки с верт. дисками (Y ось) Мощность тележки с блоком (X ось) Скорость каретки с дисками Скорость моста Скорость тележки с блоком 4 кВ 4 кВ 1.1 кВ 0-1900 см/мин 0-25 см/мин 0-250 см/минГоризонтальная станция: Мощность верт. движения моста (Z1 ось) Мощность каретки с гориз. диском (Y1 ось) Мощность гориз. диска (X1 ось) Скорость каретки с гориз. диском Скорость моста Расход воды Общая установленная мощность Общий вес станка 1.5 кВ 0.55 кВ 0.37 кВ 0-1400 см/мин 0-25 см/мин 1130 л/мин 230 кВ 46,000 кг
В качестве режущего инструмента выбираем АОК 1600 по граниту для многодисковых станков. Ширина пропила bп = bин + bз,
где bин = 7,5 мм - толщина режущего инструмента;з = 2 мм - суммарная величина зазоров в пропиле;
п = 7,5 + 2 = 9,5 мм.
Количество дисков, необходимое для распиловки блоков на плиты. B/ (bп +bпл) - 1, шт.
где В=1800 мм - ширина блока; bпл = 30 мм - толщина плиты,
1800/ (9,5 + 30) - 1= 45 шт.,
Теоретически возможное количество готовой продукции после операции распиловки за год: T = 1000 (m+1) *Vn / B, м2
Где Vn - потребный объем блоков м3;
В=1800 мм - ширина блока. T = 1000 (45+1) * 17647/ 1800 = 450979 м2
Реальное количество готовой продукции после распиловки: 1 = ST * kp, м2
где kp = 0,9 - коэффициент выхода продукции после операции распиловки
1 = 450979* 0,9 = 405588 м2
Технологическая производительность: тех = H0*S (m+1) *Kдоп/1000, м2/ч
Где S - рабочая подача, м/ч- число одновременно работающих инструментов; Кдоп - коэффициент, учитывающий уменьшение производительности за счет врезания инструмента, его перебега или недопила;
Кдоп=Н0/ (Н0+Y1+Δ1)
где Н0 - высота распиливаемого блока Н0= 1600 мм; S= 1 м/ч1=30 мм - величина врезания инструмента;
Δ1= - 30 мм - недопил блока, предупреждающий его развал;
Кдоп=1600/ (1600+30-30) = 1тех=1600*1* (45+1) *1/1000= 73,6 м2/ч
Цикловая производительность станка: ц=Qтех*Кц
где Кц - коэффициент цикловой производительности; Кц=0,98
ц=73,6*0,98=72 м2/ч
Фактическая производительность станка: ф=Qц*Кф
где Кф - коэффициент использования номинального фонда рабочего времени, при работе в три смены Кф=0,85
ф=72*0,85=61,3
Время распиловки одного блока:
Ттех = L0/1*1000 = 2500/ 1*1000 = 2,5 часов
Расчетное количество станков: 1 = ST/ F*Qф, шт,
где F = 6075 ч - годовой фонд рабочего времени при работе в три смены. 1 = 450979/ 6075*61,3= 1,2 шт.
Принимается N1=2 шт.
Учитывая, что удельный расход алмазов равен: q=0,1 карат/м2
Перед открытием пункта металлообработки требуется продумать все аспекты функционирования будущего предприятия.
Также важно определиться с перечнем оказываемых услуг. Ввиду разнообразия работ, следует рассмотреть необходимость фокусирования на чем-то одном или внедрении полного спектра услуг, для этого проводиться полный анализ рынка.
Кроме, того в рамках бизнес-плана рассчитываются необходимые первоначальные инвестиции на создание предприятия металлообработки и стоимость услуг.
Описание
Файлы
Как уже отмечалось, металлообработка предполагает широкий спектр услуг, к которым может относиться:
- Ковка изделий;
- Металлопрокат;
- Литье;
- Обработка давлением;
- Сварка;
- Резка и др.
В бизнес-плане может быть предусмотрено выполнение как всех указанных работ по металлообработки , так и фокусировка только на одном способе.
Это будет зависеть от сложившейся ситуации в данном отрасли в регионе. Для того, чтобы сделать выбор следует проанализировать спрос в рамках бизнес-плана на те или иный виды услуг по металлообработке , а также имеющихся конкурентов, к которым могут относятся:
- Токарные мастерские;
- Частные сварщики, слесари и фрезеровщики;
Другие многопрофильные и монопрофильные компании.
1 – Резюме
1.1. Суть проекта
1.2. Объем инвестиций для запуска предприятия металлообработки
1.3. Результаты работы
2 – Концепция
2.1. Концепция проекта
2.2. Описание/Свойства/Характеристики
2.3. Цели на 5 лет
3 – Рынок
3.1. Объем рынка
3.2. Динамика рынка
4 – Персонал
4.1. Штатное расписание
4.2. Процессы
4.3. Заработная плата
5 – Финансовый план
5.1. Инвестиционный план
5.2. План финансирования
5.3. План продаж разработки предприятия металлообработки
5.5. План налоговых выплат
5.6. Отчеты
5.7. Доход инвестора
6 – Анализ
6.1. Инвестиционный анализ
6.2. Финансовый анализ
6.3. Риски предприятия металлообработки
7 – Выводы
Бизнес-план предприятия металлообработки предоставляется в формате MS Word – в нем уже есть все таблицы, графики, диаграммы и описания. Вы можете их использовать «как есть», потому что он уже готов к использованию. Либо можете скорректировать любой раздел под себя.
Например: если вам нужно изменить название проекта или регион расположения бизнеса, то это легко сделать в разделе «Концепция проекта»
Финансовые расчеты предоставляются в формате MS Excel – в финансовой модели выделены параметры – это значит, что вы можете изменить любой параметр, и модель все автоматически рассчитает: построит все таблицы, графики и диаграммы.
Например: если вам нужно увеличить план продаж, то достаточно изменить объем продаж по заданному продукту (услуге) – модель пересчитает все автоматически, и сразу же будут готовые все таблицы и диаграммы: помесячный план продаж, структура продаж, динамика продаж – все это будет готово.
Особенностью финансовой модели является то, что все формулы, параметры и переменные доступны для изменения, значит, корректировать модель под себя сможет любой специалист, который умеет работать в MS Excel.
Тарифы
Отзывы наших клиентов
Отзыв на бизнес-план клининговой компании
Выражаем признательность за проделанную работу по созданию бизнес-плана клининговой компании. Благодаря данному бизнес-плану банк одобрил кредит на 18 миллионов рублей на 6 лет.
Елизавета К.Л., Казань
Отзыв на бизнес-план открытия ломбарда
Скачанный на сайте план-про бизнес-план содержит в себе очень понятное и доступное описание как бизнеса в целом, так и его финансовой составляющей в частности. Расчеты показывают достаточно ясную картину действий и ими удобно пользоваться: вносить правки, корректировать инвестиции, продажи, расходы. Все формулы доступны для изменения и прозрачны.
Иван Некрасов, город Псков
Отзыв на бизнес-план доставки еды на дом: пиццы, суши, обеды, роллы, пироги
Бизнес-план был подготовлен консалтинговой компанией сайт в соответствие с требованиями, качественно и даже немного раньше оговоренного срока. В результате от частного инвестора получили средства в размере 50 млн. руб.
Олег Александрович, город Саров
Отзыв на бизнес-план типографии
Крайне корректный бизнес-план. Он помог нашей типографии получить в Сбербанке кредит, необходимый для расширения производства (21 миллион рублей) , сроком на 4 года.
Сергей В.В., Нижегородская область
Анализ целевой аудитории металлообработки в рамках бизнес-плана
Разнообразие услуг металлообработки формирует достаточно широкий круг потребителей, в число которых входят:
- Небольшие производства;
- Строительные компании;
- Физические лица, как правило собственники дачных или жилых домов;
- Автомобильные ремонтные мастерские и др.
Если мы говорим о художественной ковке, то к целевой аудитории могут относиться помимо физических лиц, различные фирмы, желающие оформить соответствующим образом внешний вид своего офиса.
Кроме того, большим сегментом являются государственные и муниципальные органы власти, которым необходимо, например, установить забор или облагородить набережную и т.д. Работа с ними осуществляется через систему государственных закупок.
Применительно к каждой группе клиентов в бизнес-плане формируется маркетинговый план фирмы по металлообработке .
Помещение для осуществления металлообработки
Подбор и аренда подходящего для металлообработки помещения станет одной из статей расходов бизнес-плана .
Оптимальное месторасположения – промышленный район города, но с хорошей транспортной доступностью. У клиентов должна быть возможность беспрепятственно подъезжать к месту назначению, поскольку больший объем работы будет доставляться с помощью грузовых автомобилей.
Площадь должна быть не менее 40 кв.м. для размещения цеха и административных помещений, хорошо, если будет возможность выделить складскую зону. Оно должно соответствовать противопожарным, санитарным и нормам по охране труда.
Алгоритм открытия предприятия металлообработки, предусмотренный бизнес-планом
Процесс бизнес-планирования металлообработки , можно разделить на следующие основные этапы:
- Оценка рыночной ситуации;
- Изучение целевой аудитории;
- Определение концепции и перечня оказываемых услуг;
- Описание технологического процесса;
- Составление маркетингового плана;
- Определение потребности в оборудовании и кадрах;
- Составление финансового плана.
После закрепления рассмотренных позиций в бизнес-плане металлообработки переходим к подготовительной части, которая включает в себя:
- Регистрация деятельности и постановка на учет в налоговом органе;
- Выбор системы налогообложения;
- Открытие расчетного счета;
- Привлечение денежных средств при необходимости;
- Подбор помещения;
- Закупка и установка оборудования;
- Проведение рекламных мероприятий;
- Набор и обучение персонала.
Стартовые вложения в металлообработку в рамках бизнес-плана
Запуск такого предприятия требует значительных вложений, большая доля которых приходится на:
- Аренду помещения – ххх руб.;
- Покупку оборудования – ххх;
- Регистрацию бизнеса – ххх;
- Маркетинговые активности– ххх;
- Закупка материалов – ххх;
- Запас денег – ххх.
Общая сумма инвестиций в металлообработку на этапе запуска в рамках бизнес-плана составит от 5 до 50 млн. руб. Окончательная цифра будет известна после формулирования концепции, поскольку от этого будет зависеть необходимость в том или ином оборудовании.
Вы можете воспользоваться как собственными, так и заемными средствами. Для получения кредитных денежных средств или инвестиций вам потребуется профессионально составленный бизнес-план. Готовый бизнес-план металлообработки , где структурирована вся информация и рассчитана финансовая модель вы можете скачать по ссылке ниже.
Покупка оборудования для металлообработки в рамках бизнес-плана
Как отмечалось, перечень необходимых станков и машин будет зависеть от специализации фирмы по металлообработке , определенной бизнес-планом . Каждому виду работ соответствует свой перечень оборудования:
- Для резки и обтачивания – револьверные, токарные, винторезные, карусельные станки.
- Для фрезеровки – горизонтальные, вертикальные, продольные или универсальные фрезерные станки;
- Для шлифовки – кругло и плоско шлифовальные машины;
- Для гибки – профилегибочные линии;
- Сварочное оборудование для сварки;
- Прокатные линии.
Кроме того, заранее следует позаботиться о приобретении для рабочих формы и средств защиты, а также различных расходных материалов, такие как молотки, отвертки, плоскогубцы и т.д.
Еще одной статьей затрат на оснащение пункта металлообработки в бизнес-плане будет покупка мебели для зоны работы с клиентами и зоны отдыха, оснащение рабочих мест офисных сотрудников компьютерами и оргтехникой.
Обязательна установка противопожарных систем и сигнализации.
Менее затратный, но также многообещающий вариант для бизнеса — фотостудия. включает в себя все аспекты бизнес-процессов, а также расчет доходов, расходов, налогов, инвестиций и т.д.
Маркетинг и реклама в бизнес-плане пункта металлообработки
Маркетинговый план составляет неотъемлемую часть бизнес-плана любой компании, в том числе по металлообработке . Среди маркетинговых активностей можно выделить следующие:
- Создание сайта компании с указанием перечня услуг и их стоимости и продвижение этого ресурса в сети Интернет.
- Наружная реклама в районе размещения. Здесь можно предусмотреть наличие вывески, указателей, а также размещение предложения на рекламных щитах.
- Рассылка коммерческого предложения или обзвон базы потенциальных клиентов. Не пожалейте выделить на это время, так вы сможете убедить клиента воспользоваться именно вашими услугами.
- Можно использовать размещение объявления в специализированных строительных и промышленных журналах.
При формировании перечня маркетинговых активностей металлообработки в бизнес-плане помните о своей целевой аудитории и используйте только те методы, которые позволят привлечь ее внимание.
Финансовый план бизнес-плана металлообработки
Финансовая модель строиться на основе прогноза доходов, расходов и выручки пункта металлообработки и включается в бизнес-план .
Расходы в бизнес-плане металлообработки
Текущие затраты необходимы для поддержания работоспособности предприятия, их можно разделить на такие статьи как:
- Аренда здания – ххх руб.;
- Коммунальные услуги – ххх;
- Обслуживание станков и оборудования – ххх;
- Зарплата сотрудников – ххх;
- Отчисления в налоговые органы – ххх;
- Закупка сырья – ххх.
При проведении регулярных маркетинговых мероприятий включаем их стоимость в затраты бизнес-плана металлообработки – ххх. Итого – ххх руб.
Доходы в бизнес-плане металлообработки
К основному источнику доходов предприятия металлообработки в бизнес-плане относятся поступления от оказания услуг, предусмотренных концепцией. Кроме того, имеющиеся станки можно использовать для производства собственных изделий для их дальнейшей продажи. Это может увеличить выручку более чем на ххх%. В этом случае общая сумма выручки составит от ххх руб. в месяц.
Таким образом, учитывая текущие издержки и поступления денежных средств прибыль составит – ххх руб. в месяц.
Кадровый план бизнес-плана металлообработки
Для обеспечения нормального функционирования фирмы следует предусмотреть следующие должности в сставе кадрового плана бизнес-плана металлообработки:
- Директор;
- Бухгалтер;
- Маркетолог;
- Менеджер по работе с клиентами;
- Оператор станка;
- Руководитель цеха;
- Рабочие – фрезеровщики, сварщики, резчики и т.д. в зависимости от выполняемых услуг.
Итого от 4 сотрудников администрации и от 5 работников цеха. Для всех сотрудников необходимо предусмотреть определенные квалификационные требования, особенно для рабочих цеха, поскольку от их профессионализма будет зависеть качество работы. отдельный продукт, разработанный для планирования бизнеса и расчета всех его
План доходов бизнеса
Необходимой составляющей полноценного бизнес-плана является гибкий план продаж. Важно с одной стороны иметь прогноз по бизнесу в целом, а с другой стороны иметь возможность посмотреть доходность в разрезе отдельного центра прибыли или даже отдельного продукта.

Отчет о движении денежных средств - важнейший документ любого бизнес-плана. Содержит комплексную информацию об операционных, инвестиционных и финансовых поступлениях и оттоках компании, а также позволяет оценить общую картину результатов деятельности компании.
Перспективность бизнеса по металлообработке
Ввиду необходимости покупки дорогостоящих станков для металлообработки , конкуренция на данном рынке низкая, а объем спроса не некоторые виды работ постоянно растет. В связи с этим возможно получения хорошей прибыли.
Для этого важно грамотное бизнес-планирование будущей деятельности. Готовый бизнес-план металлообработки , содержащий структурированную информацию и необходимые расчеты, вы можете скачать по ссылке в конце статьи. Документ потребуется вам для обобщения знаний и привлечения дополнительных денег. Кроме того, мы можем подготовить индивидуальный бизнес-план «под ключ», учтя все ваши пожелания.
Высокое качество выполнения услуг по металлообработке и грамотно продуманная концепция в рамках бизнес-плана позволит компании долгое время оставаться актуальной.
Проект - организация цеха металлообработки.
Основной продукцией цеха по металлообработке будет являться подшипник.
Потребителями продукции, которая будет производиться, и реализовываться в рамках проекта, будут различные отрасли - нефтяная, газовая, машиностроение и другие отрасли.
В рамках проекта планируется приобретение 1 единицы оборудования стоимостью 1 750 тыс. руб. Для этого планируется привлечение кредитных средств на срок 1,5 года под 18% годовых.
Эффективность проекта - чистый поток денежных средств нарастающим итогом - 674,38 тыс. руб., срок окупаемости - 13,3 мес.; дисконтированный срок окупаемости - 14,7 мес.; внутренняя норма доходности (IRR) - 95%.
Описание предприятия и предлагаемого проекта
Инициатором проекта является компания «МеталлПром». Средняя численность 35 человек.
Базовые ценности «МеталлПром»:
Порядочность - действия коллектива основываются на принципах этики.
Ориентированность на клиента. Коллектив предприятия использует свои знания и опыт для того, чтобы помочь клиентам решить любую задачу, принять наилучшее решение.
Инновации. «МеталлПром» стремится предвосхищать потребности и ожидания клиентов, проявляя изобретательность и новаторский подход; поощряется инициатива работников. Инновации обеспечивают нашим партнерам «МеталлПром» конкурентные преимущества.
Целостность. Постоянное повышение профессиональной квалификации сотрудников и работа в сплоченной команде - залог успеха компании.
Общество. Коллектив фирмы активно участвует в жизни общества, производство осуществляется с соблюдением всех современных экологических требований.
Учредителем является физическое лицо, доля которого в уставном капитале составляет 100%.
«МеталлПром» от своего имени заключает договора, приобретает права и несет обязанность, выступает истцом и ответчиком в суде, арбитраже и третейском суде.
Бухгалтерский учет на предприятии ведется по журнально-ордерной форме учета. В учетной политике предприятия отражены следующие основные методы и способы бухгалтерского учета: Списание МБП - 50% при передаче в эксплуатацию, 50%- при выбытии вследствие износа. Начисление амортизации осуществляется по Единым нормам, линейным способом. При определении фактической стоимости материалов, списанных в производство, используется метод по средней себестоимости. Применяется метод определения выручки от реализации работ, услуг - по мере выполнения работ и предъявления, расчетных документов.
Основной целью общества, как и у любой другой коммерческой организации, является получение прибыли. Для достижения целей общество строит свою деятельность в следующих направлениях:
Торгово-закупочная деятельность;
Производство продукции;
Оказание обслуживания техники
Общество динамично развивается. Оно самостоятельно планирует свою деятельность и определяет перспективы развития, исходя из спроса на продукцию и оказываемые услуг и доработки, повышение личных доходов работников.
Главные цели «МеталлПром»:
1. Разработка и производство новых образцов продукции, имеющих конкурентные преимущества на рынке;
2. Укрепление и расширение связей с потребителями на рынке;
Основные задачи по достижению стратегических целей:
Внедрение и сертификация системы менеджмента качества на соответствие требованиям ГОСТ ИСО 9001-2001, поддержание ее в рабочем состоянии и содействие дальнейшему совершенствованию.
Обеспечение роста благосостояния каждого работника за счет непрерывного повышения качества продукции.
Постоянное совершенствование функциональных и других показателей выпускаемых тракторов и инженерных машин на их базе, внедрение новейших конструкторских разработок, современных технологических процессов и оборудования, обеспечивающих высокую надежность и безопасность изготавливаемой продукции.
Методы для решения задач по достижению стратегических целей:
Доведение до всех работников целей и задач, определенных политикой руководства в области качества через наглядную агитацию и средства массовой информации;
Создание условий для мотивации труда каждого работника в процессе деятельности;
Использование новейших технологий;
Обеспечение стабильного качества продукции путем своевременного анализа несоответствий и принятия корректирующих и предупреждающих действий;
Организация работы с поставщиками на взаимовыгодных требованиях к качеству и достижение неукоснительного выполнения этих требований;
Постоянное повышение квалификации персонала, совершенствование системы профессиональной подготовки кадров;
Ключевые принципы деятельности «МеталлПром»:
Работа на единую цель;
Соблюдение интересов всех работников компании;
Расширение и диверсификация деятельности компании за счет идентификации конкурентных преимуществ;
Повышение эффективности во всех звеньях компании;
Совершенствование корпоративного управления;
Совершенствование финансово-хозяйственной
Миссия «МеталлПром»: «Обеспечивать своих потребителей качественной продукцией по конкурентоспособной цене. Гарантировать высокое качество жизни каждого работника, обеспечить высокий уровень отчислений на социальные нужды общества. Мы работаем для общего успеха. Качество труда каждого работника - ключ к благосостоянию общества».
Современная обработка металлов состоит из целого ряда технологий по изготовлению деталей для производства бытовой техники, промышленных изделий, инструментов и т.д. Год от года спрос на металлообработку растет, поэтому собственный бизнес в этой сфере – дело весьма прибыльное.
С чего начать
1. Для того, чтобы начать свое дело, необходимо определиться с его направлением. Современные методы обработки металла делятся на две группы:
- механические;
- химические.
Наиболее подходящей для организации своего бизнеса является первая группа: все что связано с химией, влечет за собой большие затраты на организацию утилизации отходов, предварительной очистки вентиляционных выбросов и проблемы с получением разрешительных документов на ведение бизнеса. Начни свой бизнес
К первой группе относятся:
- штамповка;
- механическая обработка на металлорежущих станках.
2. Выбрав направление деятельности, следует определиться, какое оборудование придется покупать, а какое лучше изготовить своими силами.
При этом не следует забывать, что, в отличие от торговли, в производстве первостепенное значение имеет не реклама, а внедрение передовых технологий, отличающихся высокой производительностью. Именно в этом случае продукция будет иметь низкую себестоимость, а значит и конкурентоспособность.
3. На первом этапе вы можете брать заказы на металлообработку: спрос на такие работы никогда не падает. Обработка металла на заказ потребует наличия небольшого станочного парка, небольшой гильотины. Если вы опытный станочник, то можете приобрести оборудование, бывшее в употреблении, и восстановить его. Это может быть, например, оборудование для . Можно также купить новые станки: сейчас многие производители оборудования оценили выгоду производства станков для малого бизнеса. Так что выбор у предпринимателей есть.
Многие предприниматели, начинают бизнес в металлообработке, имея только набор инструментов. Через некоторое время они приступают к расширению своего дела, приобретая станки и другое оборудование, позволяющее им снизить себестоимость своей продукции.
4. Аренда помещения. Площадь помещения зависит от первоначального набора оборудования. Если вы не можете сразу арендовать большое помещение с перспективой на расширение производства, вам достаточно будет снять площадь не менее 30 м 2 . В противном случае вам будет просто неудобно работать.
5. Реклама. Несмотря на то, что ваш бизнес – не торговля, без хорошей рекламы все-таки не обойтись. Для того, чтобы быстро окупить свои капиталовложения необходимо «показать свое лицо» своим потенциальным заказчикам. Поместите рекламу на всех известных вам сайтах, выложите видеоролик. Не пренебрегайте размещением объявлений в газетах.
Расширение производства
Если вы успешно прошли первый этап, вернули ваши вложенные в производство деньги и накопили капитал для дальнейшего расширения производства, то следующим шагом вашей деятельности будет приобретение оборудования в соответствии с выбранным вами направлением.
- Обработка металлов резанием. Наиболее эффективной является карусельная обработка металла. На токарно-карусельных станках выполняется множество операций:
- обработка внутренних и наружных цилиндрических поверхностей;
- конических и фасонных поверхностей;
- сверление центральных отверстий;
- развертывание;
- зенкование;
- протачивание канавок кольцевых;
- подрезка торцов и отрезка.
С помощью специальных приспособлений на этих станках можно выполнять шлифование и фрезерование, а также многие другие операции.
Но это касается тел вращения. При изготовлении деталей прямоугольного сечения необходимая чистота обработки поверхности металла достигается шлифованием. Следовательно, в вашем станочном парке должна быть плоская шлифовка. Ну и, конечно, вам будет необходим станок.
Для полирования поверхностей лучше подойдет ультразвуковая обработка металлов. Этот метод позволяет обрабатывать инструментальные и конструкционные стали, цветные металлы без применения паст, войлоков и абразива.
Шестерня зубчатая требует специального оборудования. Для изготовления шестерни редуктора вам придется приобрести зубофрезерный станок.
- Штамповка. Штамповочное оборудование (кривошипные и гидравлические прессы) довольно громоздкое. В малом бизнесе чаще всего применяются пресса усилием до 16 Тс. Но если вы решили применить в своем производстве высокопроизводительное оборудование, то вам подойдет магнитно импульсная обработка металла.
Магнитно импульсная установка позволяет выполнить практически все виды штамповочных операций: вырубку, пробивку, раздачу и т.д. Изготовление оснастки для такого вида штамповки менее трудоемко, производительность выше, чем на механических прессах.
Есть еще одна статья расходов, которую вы просто обязаны предусмотреть: затраты на специальную литературу. Справочник по металлообработке должен стать вашей настольной книгой.
Относительно бизнеса по сварке можно сказать следующее: этот вид работ пользуется огромным спросом, а начать его гораздо проще, чем бизнес по металлообработке. Для этого следует выбрать правильное оборудование (на сегодняшний день самым популярным является импульсный инвертор). Начать свое дело по сварке металлов можно и в гараже.
Формы и системы оплаты труда используемые строительно-монтажными организациями Виды и системы заработной платы в строительстве
2024-02-23 04:28:38


